ア行・カ行・サ行
オーステンパ
鉄鋼製品の焼入れによる変形の発生や焼割れを防ぐとともに、強じん性を与える為に、AC3またはAC1点以上の適切な温度に加熱して、安定なオーステナイト組織にしたものを、変態を阻止して、そのままフェライト及びパーライト生成温度以下でマルテンサイト生成温度以上の適切な温度範囲に保持した冷却剤中に急冷し、その温度でベイナイトに変態させた後、室温まで冷却する処理。
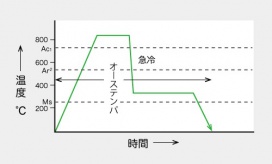
オーステンパのヒートパターン図
検長器
接触型・非接触型の2種類がある。 ばねが巻き終り切断直前にセンサによって自由長を測定し、良品・不良品を選別する装置。また、測定データをピッチ制御機構にフィードバックして自由長を調整して良品率を高くする。
コイリング
コイルの加工工程を指す。 線又は棒に指定の曲率曲げ及び指定のねじり率のねじりを与え、コイル状に成形する加工。
ショットピーニング
ショット(鋼球・セラミックビーズなど)をばね表面に高速で打ち付け、主として表面層に圧縮残留応力を発生させ、疲れ強さを向上させる加工。

コイリングマシン
ショットブラスト
ショット(鋼球・セラミックビーズなど)を遠心力、空気圧などを利用してばね表面に投射して、バリ・さびなどを除去するとともに表面層に圧縮残留応力を生じさせる加工
スプリングバック
材料に力又はモーメントを加えて塑性域まで変形させた後除荷すると、材料のもつ弾性のために原形に戻ろうとする現象。 硬度硬く、板厚薄く、Rが大きいほどスプリングバックも大きくなる。

ショットブラスト機
析出硬化処理
過飽和固溶体から炭化物、金属間化合物などの異相を析出させ、強度を高める熱処理。 ばね用材料ではSUS631(475℃×60分でNiとAlの化合物を析出)やベリリウム銅(315℃×120分でCuとBeの化合物を析出)などがある。
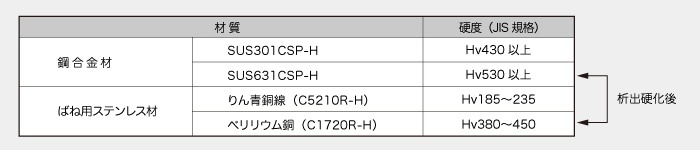
析出硬化処理による材料比較
セッチング
ばねにあらかじめ使用される最大値を超える荷重またはトルクを加えて、ある程度の永久変形を生じさせ、ばねの弾性限を高め、耐ヘタリ性、耐久性を向上させる加工。